

The products we stop loving
FEATURE – Lean engineering keeps products alive by relentlessly reconnecting them to real use—learning across generations, shaping clear purpose, and resolving constraints early so value endures as markets evolve.
Words: Julie Chevalier
Some brands seemed eternal just a few years ago. Nokia dominated the mobile phone market. Kodak embodied photography. Most executives and traders had BlackBerry phones in their pockets. In the automotive world, Infiniti carried Nissan’s premium ambition.
For a long time, these companies were among the leading players in their industries. And yet, today, their products have disappeared.
Why do we simply stop loving certain products?
When answering this question, we often point to a lack of innovation, strategic mistakes, or the arrival of new competitors. These explanations are valid, but they are not enough. At one point in time, these products were a perfect match for their respective markets. Then usage evolved, expectations changed, alternatives emerged, and the product stopped being chosen.
Many companies grow, industrialize, and optimize without keeping these questions at the core of their decisions:
- Why does this product exist?
- Who is it really designed for?
- How is it actually used?
- What should make it an obvious choice?
- What role does it play within the range?
When the answers to these questions aren’t clear enough, the product gradually stops fulfilling its main function and delivering something truly useful and desirable to its users.
The question then becomes more direct: how do you design products that continue to find their place in the market, year after year?
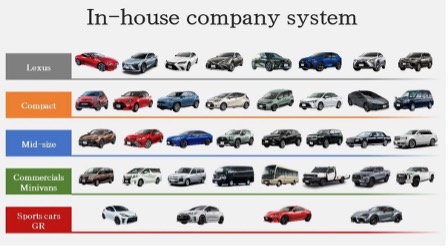
Some companies seem better at this than others. Toyota is a striking example. With more than 11 million vehicles sold in 2025, the group has been the world’s top seller for the sixth consecutive year, despite successive crises, deep transformations in the automotive industry, and increasingly intense competition.

To understand this phenomenon, it’s not enough to look at how Toyota produces, but how Toyota designs. This is not only about producing efficiently but always knowing why—and for whom—the product exists.
During a Lean Engineering community session at the Institut Lean France with Michael Ballé, a question was raised: why does Toyota succeed more than others?
This logic can be represented in a simple way.
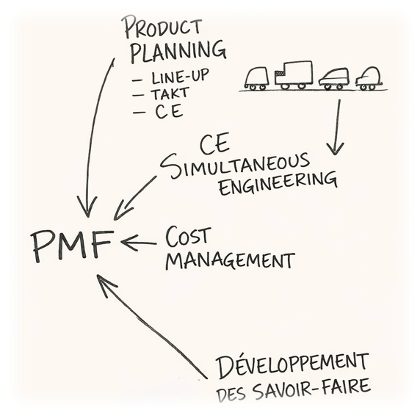
This diagram represents a system in which everything converges toward a single objective: achieving the right product–market fit. In other words, designing a product that truly meets its market’s needs.
1. Product planning: designing a product flow
A product is part of a range that evolves over time. It belongs to a flow of products that follow one another and improve generation after generation.
This range (“line-up”) is based on a concrete understanding of usage. For example, taxis in Hong Kong favor robust vehicles capable of handling intensive use, while in Paris, hybrid sedans or vans dominate, adapted to different operating constraints. These differences shape design choices.
Development does not start with a blank page. It starts from the existing product, which is evolved based on two realities: changes in market expectations and technological advancements.
This evolution gets smoother over time: major changes, minor design updates, and continuous improvements (kaizen). This product takt makes it possible to gradually adjust the range to the market while maintaining consistency and avoiding cannibalization.
It is within this framework that product planning takes center stage: it is not about launching a project, but about defining the relevant evolution of a product for a given segment—this is where most of the value is decided, even before designing a technical solution.
The work of Takao Sakai sheds a light on how this stage is structured. The starting point is neither a technical architecture nor an industrial constraint, but a coherent representation of the future product, formalized in a Concept Paper, which brings together in a single vision its positioning, performance, and the reasons why it will be chosen.
In other words, what is defined first is not a technical solution, but a coherent product: for a specific customer, in a given use case, with a clear promise and a defined place in the range.
“1,000 songs in your pocket” for the iPod, “a computer on every desk” for Microsoft, or Lexus offering the handling of a BMW with the comfort of a Cadillac. A product concept is often expressed this way: a clear, immediately understandable promise that makes the product an obvious choice. It can also reflect a deeper intent, such as the Prius, designed to minimize its environmental footprint to the point of almost disappearing into the landscape in a photograph.
This vision is then carried through the development process by the Chief Engineer, whose role is to maintain its coherence despite the technical, industrial, and economic constraints that gradually arise, and to make trade-offs that preserve what creates the product’s value.
Product planning also serves as a learning mechanism that feeds the evolution of products. During the Lean Engineering session, an exercise involved comparing the expected results of recent products (volume, margin, time to market) with their actual performance in the market. The gap revealed then becomes the focus of work: it helps identify what did not work and adjust the next generation.
This is the foundation of the second Lean Engineering principle for designing products that sell.
2. Simultaneous engineering: learning earlier
When describing product development, we often imagine it as a sequence of well-ordered steps: planning, design, engineering, prototypes, testing, and then production.
This representation seems logical. Yet, it often produces the opposite effect. Each function waits for the previous one to finish. Design progresses without integrating manufacturing constraints, cost trade-offs come in after key decisions have been made, and suppliers discover certain issues too late. A constraint identified late can then require a design change, leading to additional time and cost.
The project then progresses in fits and starts. Between the initial investment and market launch, lead-time increases and capital remains tied up.
Toyota adopts a different approach: functions no longer follow one another but work in parallel from the earliest stages. This is known as simultaneous engineering.
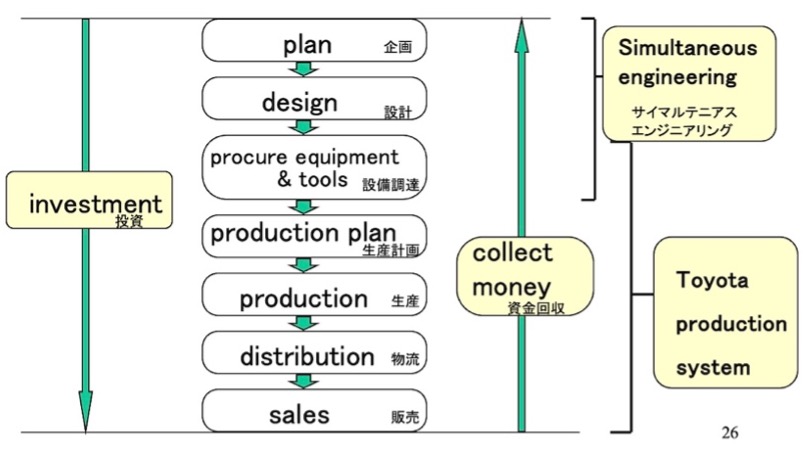
Development becomes a process of confronting the concept with the real constraints of the project. Feasibility is tested from the earliest stages from every angle: manufacturing, suppliers, usage. Therefore, what would appear late in a traditional organization becomes visible upfront.
In this setup, the Chief Engineer is not just a coordinator. They carry the product’s coherence and arbitrate between different constraints—manufacturing, performance, usage—as they arise, allowing problems to surface earlier, when fixing them is still relatively inexpensive.
Knowledge circulates across teams, decisions are synchronized, and late adjustments become less frequent. Development moves closer to a continuous flow, reducing lead-time and reducing tied-up capital.
This shift in timing has a direct consequence: it allows an organization to address certain constraints at the very beginning of the project, rather than dealing with them at the end of development, when problems are harder and more costly to solve.
This is where the third lever comes in: treating cost not as a consequence of development, but as a design constraint.
3. Mastering cost from the design stage
Among development constraints, cost holds a special place. At Toyota, it is not evaluated at the end of development; instead, it is set from the start. Based on the expected selling price and target profit level, a target cost is established very early in the project:
Selling price – target profit = allowable cost
This cost becomes a structuring constraint for the entire development process. Every technical solution is evaluated against this objective. When gaps inevitably appear, they immediately trigger trade-offs that directly impact the product: performance level, technical choices, features, or even price or volume positioning.
The Chief Engineer is at the center of these decisions, responsible for defending the concept while ensuring its economic viability, maintaining a balance between perceived value and production cost. This arbitration is iterative: at several points in the project, cost targets are reassessed and choices adjusted. Cost thus stops being a final check and becomes a tool for designing the product.
But over time, it’s not only the products that improve. The company’s very ability to design strengthens and evolves.
4. Developing the company’s true assets
For more than 70 years, Toyota has developed and accumulated a design-oriented human capital that strengthens generation after generation. This capital goes beyond technical expertise. It is built on a deep understanding of usage, the ability to anticipate industrial constraints, to integrate supplier challenges, to arbitrate between conflicting requirements—cost, performance, usage—and to coordinate stakeholders with different logics around a shared product objective.
Designing products that continue to be loved is not the result of a single project. It relies on a collective capability, built over time, to make relevant product decisions in complex and evolving contexts. This capability is built concretely, project after project.
By defining products more clearly, confronting choices with real constraints early on, and constantly arbitrating between value and cost, the company does more than improve its products. It develops its way of deciding, anticipating, negotiating, and resolving the conflicts inherent to development.
Each project leaves a trace: a better understanding of customers, stronger mastery of product architectures, sharper decision-making reflexes, and an increased ability to surface and address problems earlier.
These elements do not appear in financial statements. Yet they are what determines the ability to design products that consistently find their place in the market. The company does not grow only by producing vehicles; it grows by gradually strengthening its ability to decide.
Some companies produce volume; others learn, generation after generation, to design products that people keep choosing.
THE AUTHOR

Read more


NOTES FROM THE GEMBA – This article explores how Sodebo’s leaders use TPS to scale craftsmanship, improve flow, and strengthen consumer focus across operations.

MY AHA MOMENTS – In the second article of his new sieries, the author addresses the hidden cost of multitasking, explaining why focus—and not constant activity—drives real productivity.

FEATURE – A traditional output-based mindset is not appropriate in the digital world. In this piece, the author explains why digital product teams should be managed to outcomes, instead.

PROFILE - Three decades in Toyota South Africa and an ability to see the value stream as a whole are helping Terry O'Donoghue, COO of Halfway Toyota, to bring lean thinking to a chain of car dealerships.
Read more


INTERVIEW – Convinced that a product that is correctly engineered is easy to manufacture, this product development unit relies on lean thinking to ensure its remotely operated vehicles perform at their best.

FEATURE – Following a recent visit to Toyota, the authors strive to challenge popular beliefs and shed a light on the underlying philosophy that has made TPS a success for over half a century.

CASE STUDY – Designing good products is challenging in itself, but doing so in harsh, impenetrable environments like the seafloor presents even bigger problems. The answer? Lean product development.

OPINION – Managers and investors are starting to understand that, in the long term, a company's success is built on value for the customer and not on marketing manipulations.