

Passing on the lean torch
NOTES FROM THE GEMBA - Two French firms, AIO and Proditec, illustrate how Lean Thinking endures through crises by deliberately developing a new generation of leaders who sustain its culture and intent.
Words: Catherine Chabiron
Akio Toyoda, President of Toyota Motor Corporation, once said: “I constantly fear the return to being just an ordinary company.” Behind this statement lies one of the great challenges of Lean Thinking: how to keep a learning culture alive from one generation of leaders to the next.
The two French companies I am visiting today, AIO (Europe’s leader in karakuri kaizen—clever, low-cost, energy-free equipment supporting manufacturing lines) and Proditec (a world leader in coin inspection and a top player in pharmaceutical products inspection), illustrate this challenge vividly. Planet Lean has already featured the lean transformation of AIO and Proditec, if you wish to understand where they come from.
Both companies discovered Lean together. Their journeys highlight what it means not only to adopt it, but to sustain it and eventually spread it. My point today is to observe and discuss with them how a lean culture is handed over to the next generation.
LEAN AS A LIFELINE IN TIMES OF CRISIS
Between 2015 and 2020, both AIO and Proditec experienced strong growth, with AIO expanding by 20% annually and Proditec establishing a leading position in pharma inspection. But in 2020, crisis struck: AIO’s market share in the automotive sector dropped from 60% to just 20–25%, while Proditec faced severe disruptions.
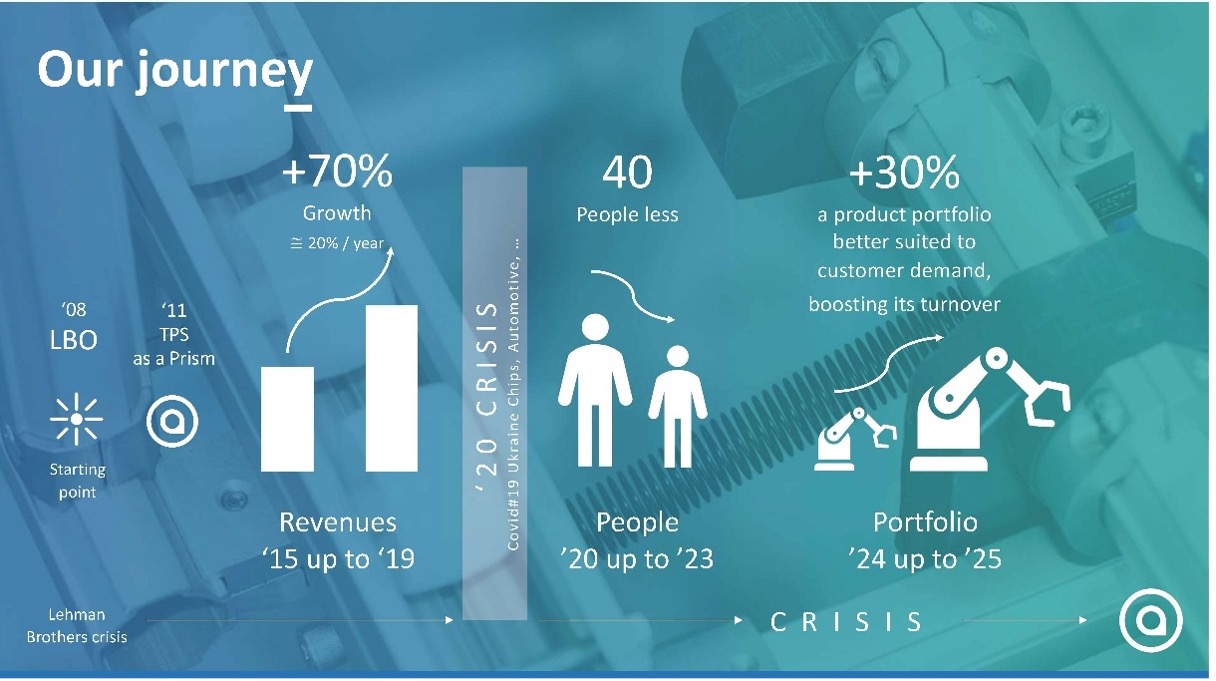
“Lean systems saved us,” Cyril, the owner of AIO, says. “The technical know-how we had captured in standards, our just-in-time flow and the kaizen routines preserved both critical capabilities and the service, even as teams shrank.” By 2024, both companies had returned to nearly pre-COVID sales levels, but with significantly fewer employees. The lean discipline of standardization, kaizen, and technical knowledge retention proved decisive.
THE FRAGILITY OF LEAN TRANSMISSION
Both Christophe (leader of Proditec) and Cyril recognize the difficulty of sustaining lean practices over time. Experience has shown them that entire systems can unravel when key individuals depart, or when the baton is not passed deliberately and thoughtfully.
Moreover, the CEO himself may embody the company’s culture more than he thinks. Christophe has one example in mind: “One engineer recently reported that, due to a machine misadjustment, there were ‘a lot’ of false rejects.” In other words, the tablet inspection machine rejected more tablets due to perceived defects than it should have. “We cannot discuss technical, engineering issues with vague terms when our machine’s accuracy is measured in tenths of millimetres. I may have failed at this stage in passing over the crucial need to be precise. Without precision, the culture of rigorous problem definition is lost,” he says.
Cyril Dané at AIO and Christophe Riboulet at Proditec initiated leadership transitions well before traditional retirement age. Their foresight was rooted not simply in preparing for financial succession, but in ensuring the continuity of technical expertise, close client understanding and relationships, and the deeper principles of the Toyota Production System (TPS).
And they know it takes years.
We now meet Olivier Coutenet, freshly nominated AIO’s CEO, and Julien Marjac, who became Proditec’s CEO in 2022. Both have years of experience in their respective companies, and both are learning to be lean CEOs. They take us all to the gemba, first in Proditec, then to next door AIO.
TOOLS, WHEN NOT UNDERSTOOD, CAN BE COUNTERPRODUCTIVE
The Truck Preparation Area or TPA is always an interesting spot to test a company’s seriousness about delivering to customers on time. And indeed, during our visit we can see the AIO team goes as far as enquiring about the conditions of the client’s incoming quay: whether there is a quay, a forklift, what is the expected packaging, and so on.
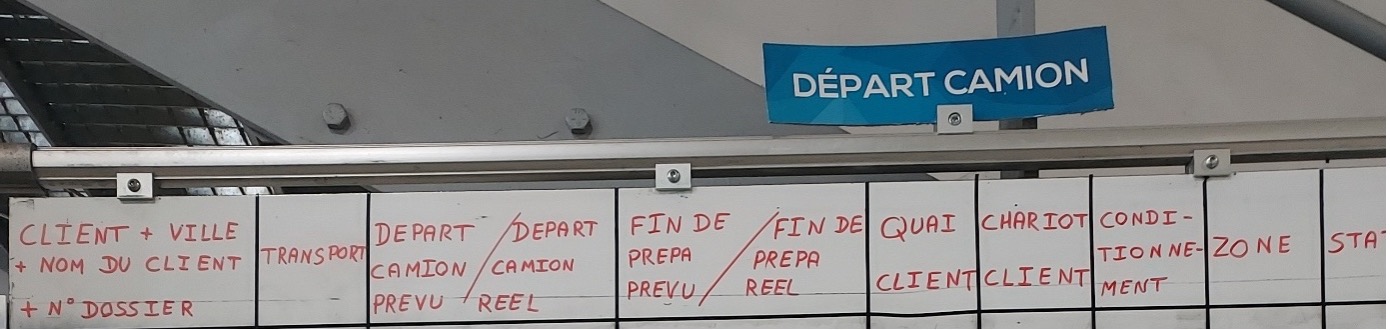
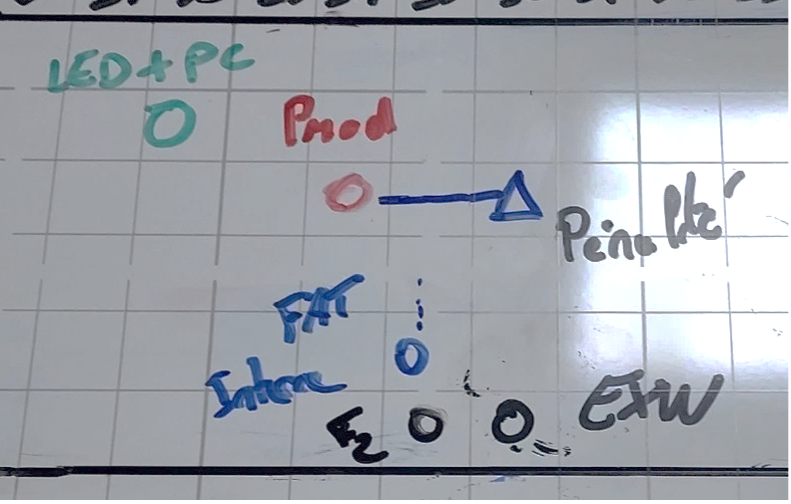
The takt time of Proditec’s inspection machines is measured in months, not hours, but they also track the key steps before truck departure and clearly identify out-of-schedule deliveries (represented by triangles in the image below):
Julien is nevertheless aware that not everyone at Proditec is thoroughly conversant with the approach and he shows us an example where the simple concept of “are we on track or not?” got lost:
“A delivery plan is not designed to define all the bits and pieces still to be done or, worse, to send the team back to work with a to-do list written by the boss,” Julien says.
“It is meant as an overview of the preparation, to trigger support when and if it is needed, or to launch an internal or external negotiation,” continues Christophe. But even a lean company, notwithstanding major crises such as Covid, has a turnover, and people change continuously. This means regular gemba coaching on the tools and concepts; it that fails, the original intent is often lost.
Talking about dojos and regular training, Olivier from AIO is now showing us their U-shaped cell, driven by a kanban, and how a manual yamazumi board is used to balance the work between workstations, before launching the assembly of a new karakuri kaizen. Every task has standards, with times precisely measured, and operators participate in two daily dojos to sharpen their skills.
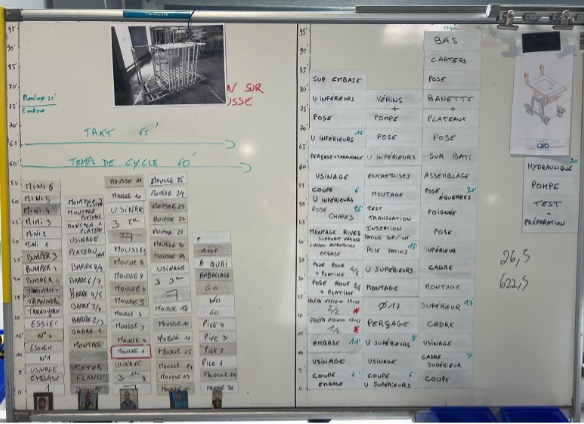
Olivier understands that product quality, and even the capability to reflect and spot improvement opportunities as you work, is very much related to the level of work itself. Overburden people stress, possibly fail, and certainly have no time to reflect. He is therefore closely monitoring the weekly schedule to check whether the available resources in AIO will match the assembly, delivery or installation workload—and whether action is needed.
IMPROVE THE DESIGN OF ASSEMBLY LINES AND PRODUCTS
You can typically judge the seriousness of a lean transformation by gauging whether kaizen and problem solving are visible in the organization and taken seriously. Olivier takes us to the board in AIO’s production area, where weekly kaizen sessions ensure improvements are discussed, quickly tested, and implemented.
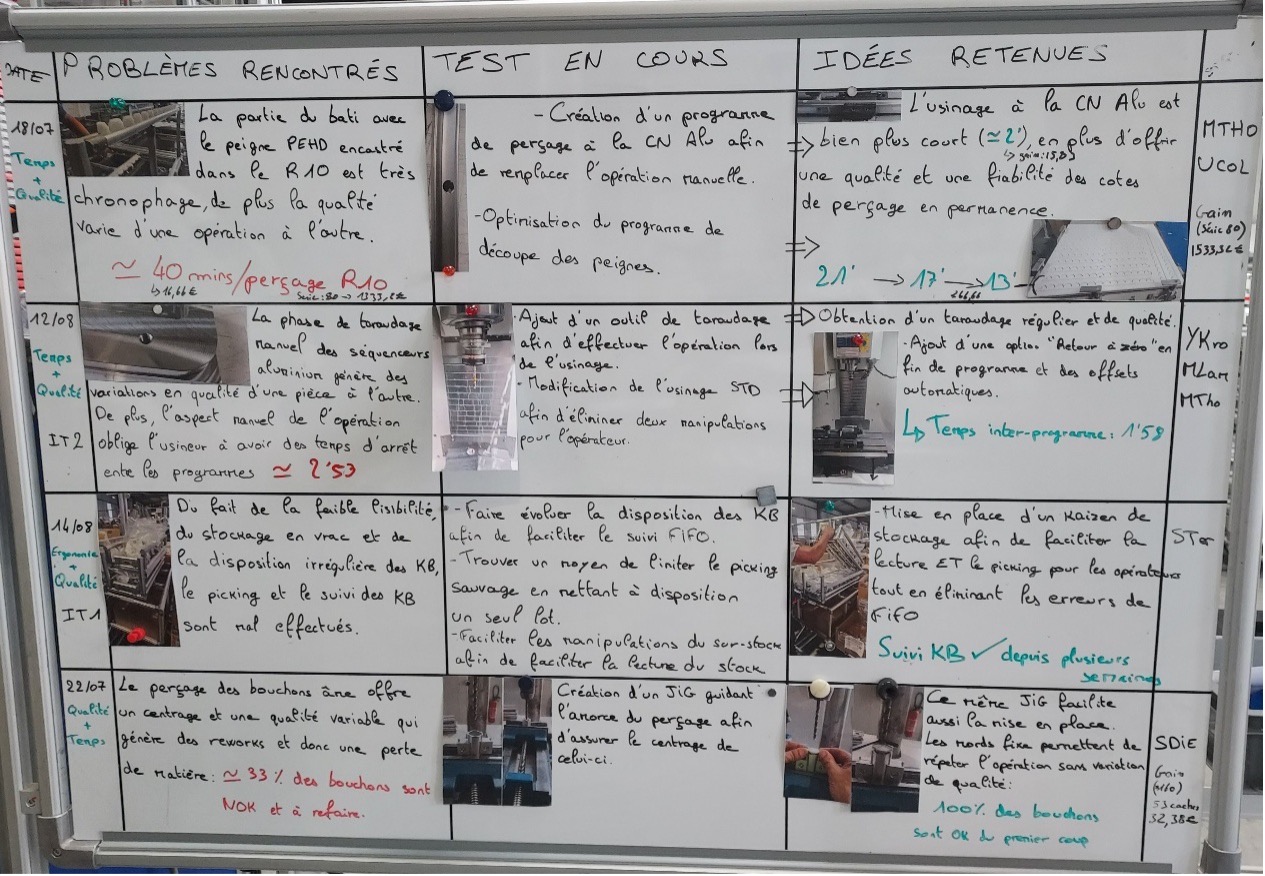
This goes further than stimulating the operators’ creativity and implementing devices like poka yoke, seconded by engineering if need be. Olivier himself leads those weekly sessions, and they have become a great opportunity to challenge and improve the design of the catalogued products or to facilitate their assembly. I can see nearby on a board the finetuning of a karakuri customization, where Engineering and Production collaborated to stabilize the quality before delivering it to the customer.
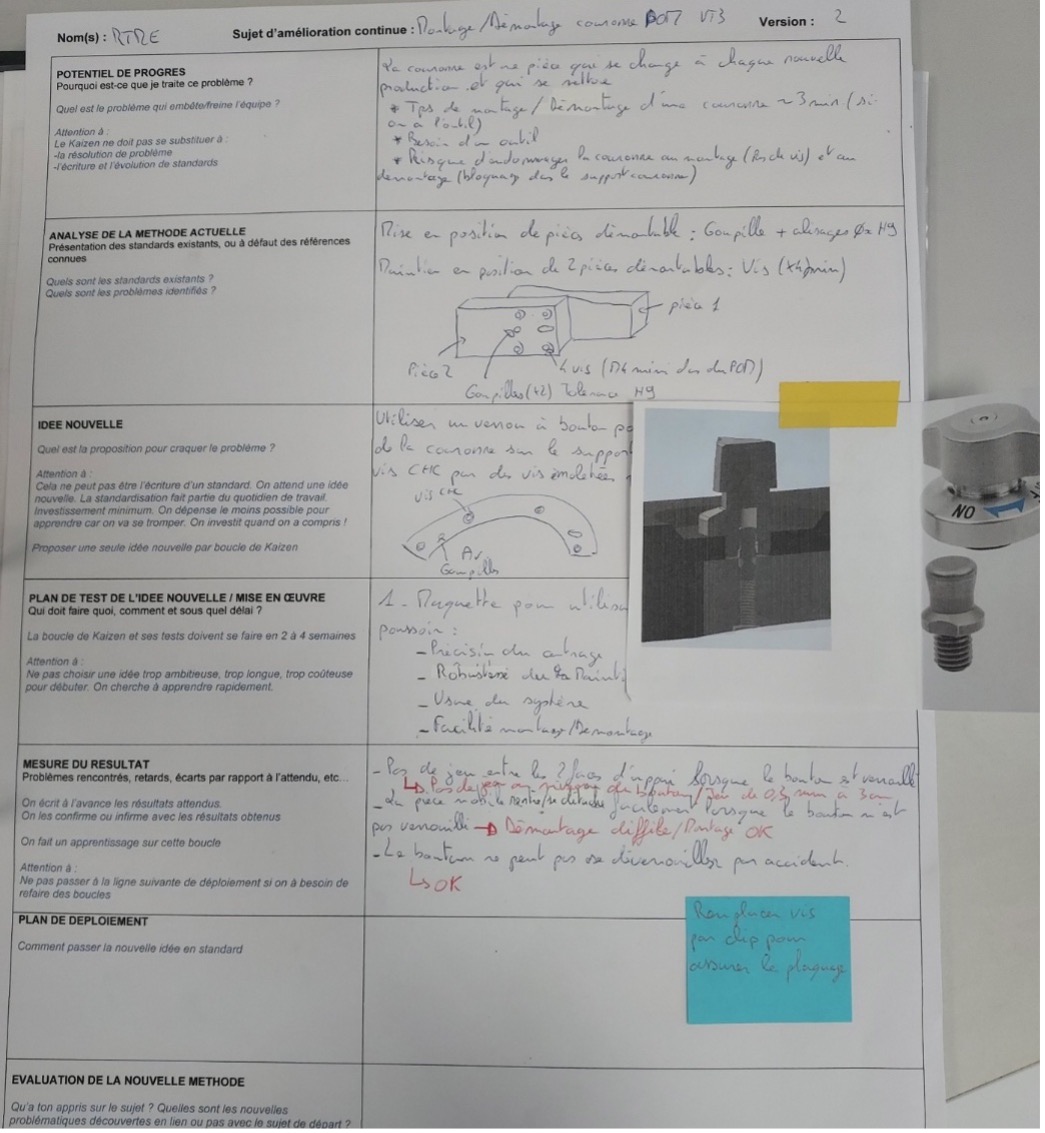
Proditec’s R&D department is similarly working on assembly issues and regularly taking time to work on a 6-step kaizen. We slowly peruse the large file of those R&D kaizen sheets.
NOT SO EASY TO SUSTAIN
Is everything running smoothly in the two companies, now that the crisis is way behind them?
Olivier, Cyril, Julien and Christophe are adamant and convene that it is “a never-ending story.” Christophe says: “We have seen, and continue to see, severe team setbacks, whenever a key leader moves out. What once was a lean production flow and layout can progressively look messy and confusing, with people running around to put out fires, repeating they have no time for kaizen or learning.” Everyone else nodded in agreement.
When crises occur, the temptation is often to revert to the old command-and-control approach. Christophe and Cyril are wary of it, as they pass on their know-how to a new generation.
So how do they do that?
SPEND TIME ON THE GEMBA, READ BOOKS, LEARN FROM OTHERS
The first answer is rather obvious: spend time on the gemba, alone or with others.
Both Julien and Olivier have made it part of their routine to audit their lean systems, such as the customer support or a production go/no go. They check them bit by bit, every day, as you would check your machines’ condition in a maintenance routine using a kamishibai board. This is an opportunity to go and see, ask questions, and explain the intent of the concept or tool again.
The two pairs of owners and CEOs know each other quite well as they also perform monthly cross-gemba walks with their long-time sensei, Michael Ballé. This is an opportunity to gain perspective with, literally, “someone who was born before” or “who comes before”, as indeed Michael did with Freddy Ballé—a pioneer of Lean in Europe—and through stories collected from Toyota sensei such as Nanpachi Hayashi, Sam Nomura, and others.
The four also visit Japan regularly to deepen their understanding of TPS. They came back from their last study mission with two keywords defining, in their mind, the Toyota supply chain: seriousness and accuracy.

The cross-gemba walks they perform in both companies, together with Michael, are also an opportunity to gain a better understanding of the TPS intent when applied to a different context, product, takt time, and technology.
Both companies also invest in external learning: lean academies, regional or national lean events, and even joint training with other lean companies in the region. Julien and Olivier recently experienced being keynote speakers at a lean event, a great way to sit and think about what you have learned so far.
Cyril says he also promotes book clubs with Olivier. The team regularly debriefs and discusses what was last read.
LISTEN TO CUSTOMERS, OBSERVE COMPETITION, GAIN COMPETITIVE ADVANTAGES
We should not forget that the TPS is customer centric and that lean teams are also expected to design products that answer their clients’ requests or constraints. Proditec, for example, computes all their wins and losses in sales deals and tries to learn from each. Back in 2017, when I first visited the company, they were struggling with a trade-off between the conveying speed (mass inspection of tablets) and the tablet stabilization on the conveyor (to enable a precise camera inspection). The story Julien now tells is amazing: they tripled the conveyor speed, doubling throughput, and cut the on-conveyor stabilization distance from 50 cm to 5 cm.
Cyril has developed a unique perspective after visiting over 2,000 plants around the world to sell AIO’s karakuri kaizen solutions. He is now able to help manufacturing engineers to envision layout changes and to increase production flexibility in their plants. “The next frontier,” Cyril adds, “may be offering a service of installed machine management—retaining full responsibility of each system we have set up at each of our customers’ sites, to better understand how they are used and what their future needs could be.” This contrasts with the current approach, which concentrates the efforts on deliveries, customer support and new product launches. “I have never done it. Olivier maybe will, and this will be a way for him to develop his own know-how,” Cyril says.
SHARE THE GOALS TO ALIGN ENERGIES
Over time, what used to be projects developed for one customer progressively turned into product lines, which can be customized if needed. Proditec’s Product Obeya keeps that range visible, showing which product is best for which usage, and drives improvement over the different functionalities. “The purpose”, Christophe says, “is to drive innovation where it is needed. It also informs and aligns sales, R&D, production, and delivery.” This is indeed a great way to pass over the cumulated expertise, the technical frontiers the company has managed to crack down, the technology upturns, the different customer constraints. But it is also a way to check whether the teams are not sliding back on key expertise, such as metrology.

WHERE DO WE COME FROM, WHERE DO WE GO NOW?
Finally, spreading the lean ethos also depends on the art of storytelling. Toyota has shown us countless examples of how they tell a story to pass on skills or change people’s minds. The example of their Kamigo plant is a good representation of their approach: a direct filiation to Ohno, a line telling the initial intent behind the TPS; a Super Skills line where veteran operators show the manual art of assembly to new generations before they turn to automation; a display of all the engines built in Kamigo from the beginning, to trigger explanations and discussions on the technology and breakthroughs among Toyota visitors.
Both Cyril and Christophe are masters in the art of storytelling. As you visit AIO, you are told the full story about the historical supplier of karakuri profiles (the modular structural elements, typically made of extruded aluminum, used to build the frame or body of a mechanical device). The point is to show how both AIO and the supplier learned from one another and demonstrate the specificities of their partnership. In Proditec, HD pictures of pills displayed on screens in the hall remind both visitors and staff that they are entering the very minute world of tablet inspection : "We need to be serious and accurate." Historical timelines displayed in Proditec’s R&D hall also recount where they come from, which technological changes they have managed on each feature, and how they have progressed.

The story of AIO and Proditec is not just one of survival or growth. It is about leadership taking responsibility: ensuring that lean culture—its routines, intent, and spirit—does not vanish when a crisis occurs or with staff turnover.
Transmission requires storytelling, learning on the gemba, and a clear strategy. Above all, it requires leaders to show the way, again and again, so that Lean does not fade into “ordinary management.”
Catherine will share her insights and the many lessons she has learned during her gemba walks around France and beyond at the upcoming Lean Global Connection 2025. Don't miss your opportunity to participate in the largest online lean event in the world. Register for free here.

THE AUTHOR

Read more


CASE STUDY – This Italian manufacturer has found in lean a way to ensure business continuity and provide support to a distraught workforce in the midst of the coronavirus outbreak.

CASE STUDY – By leveraging Daily Management (DM), Supergasbras was able to change its trajectory and add more value to the customer in a critical sector for society.

INTERVIEW – The Consorci Sanitari del Garraf, a Catalan hospital PL has come to know well over the past few years, just won an Honorable Mention award at the World Hospital Congress.

FEATURE – Drawing on his career as a lean manager for a Nike supplier, the author traces how Lean transformed Nike's footwear manufacturing and argues real success requires embedding problem solving in everyone.
Read more
CASE STUDY – This French firm transformed its engineering approach through continuous learning, radical redesign, and user-driven innovation, evolving into a lean, resilient company with a strong culture of development.

NOTES FROM THE GEMBA – Follow Catherine on another one of her gemba walks around French companies. This time, she visits a manufacturer of inspecting machines near Bordeaux, with a visionary leader and a great story.

NOTES FROM THE GEMBA – If you need proof that kaizen leads to real innovation, look no further than AIO. This French Tech company that reinvented itself as a karakuri kaizen coach.

NOTES FROM THE GEMBA – This month, the author shares her account of a recent gemba walk at a Tier 2 Toyota supplier, which has achieved impressive results by applying TPS.